

ЙМЖМГыіЖЈәМмҪтА«әгРЛНъ№ъјКГіТЧУРПЮ№«Лҫ
БӘПөИЛЈәСоЛ¶ЈЁПИЙъЈ©
БӘПөКЦ»ъЈә
№М¶Ёөз»°Јә
ЖуТөУКПдЈә1114015854@QQ.com
БӘПөөШЦ·ЈәМмҪтКРОчЗаЗшОчЗаөАҪрОэФҙёЦІДКРіЎ
УКұаЈә300000
БӘПөОТКұЈ¬ЗлЛөКЗФЪРВРНҪЁІДНшЙПҝҙөҪөДЈ¬Р»Р»ЈЎ
МмҪтА«әгРЛНъГіТЧУРПЮ№«Лҫ
¶ЖРҝ»ЁОЖ°еЈ¬Т»°гКЗЦё·А»¬¶ЖРҝ»ЁОЖ°еЈ¬»№УРТ»ЦЦКЗЦёЧ°КО¶ЖРҝ»ЁОЖ°еЎЈОТГЗФЪХвАпЛөКЗЗ°ГжТ»ЦЦЎЈ
¶ЖРҝ»ЁОЖ°еЈ¬ЦчТӘКЗҪшРРіеС№іЙРНөДЈ¬РиТӘіеҙІіеС№іЙРНЈ¬ХвЦЦКЗЙППВ°јН№өДЎЈДҝЗ°ЧцІ»РвёЦәсЦ»ДЬЧцөҪ0.5-12mmЎЈ
ҪшҝЪ¶ЖРҝ»ЁОЖ°еЈ¬ДҝЗ°ЦчТӘ»№КЗТФ3.0өДИХұҫ»ЁОӘҙъұнЈ¬ХвёцҫНКЗЙПН№ПВЖҪЎЈТІҫНКЗөЧІҝКЗЖҪөДЈ¬ЙПГжІЕКЗ°јН№өДЈ¬ХвёцТІКЗЛөФӯЧ°ИХұҫҪшҝЪ·А»¬°еОӘҙъұнЎЈ

РҝТәГжЦрҪҘЖҪҫІ.№Өјюұ»МбіцРҝТәГжЈ¬№ӨјюОВ¶ИЦрҪҘҪөөНЦБ 200ЎжТФПВКұЈ¬РҝМъ·ҙУҰНЈЦ№Ј¬ИИ¶ЖРҝ¶ЖІгРОіЙЈ¬әс¶ИИ·¶Ё.ИИ¶ЖРҝёЦёс°еКЗУЙёәФШұвёЦәНәбёЛ°ҙТ»¶ЁјдҫаҫӯОіЕЕБРЈ¬ФЪёЯС№өзЧиәё»ъЙПәёҪУ¶шіЙФӯ°еЈ¬ҫӯЗРёоЈ¬ЗРҝЪЈ¬ҝӘҝЧЈ¬°ьұЯөИ№ӨРтЙојУ№Ө¶шіЙҝН»§ТӘЗуөДіЙЖ·
Из№ыДг»№КЗІ»¶®Ј¬ҝЙТФ·ўТ»Р©НјЖ¬ёшДгБЛҪвЈ¬ДгҝЙДЬ»бёьјУЦұ№ЫТ»Р©БЛЎЈУРТЙОКЈ¬ФЩҪ»Бч°ЙЎЈ
ёЦҪб№№ЖҪМЁ¶ЖРҝ»ЁОЖ°еәёҪУК©№Ө№ӨРтЈәК©№ӨЧјұё--ІДБПСйКХ--·ЕСщЎўәЕБПЎўЗРёо--№№јюЧй¶Ф--әё·мјмІй--№№јюәёҪУ--№№јюјёәОіЯҙзёҙСй--№№јюіэРв·АёҜ--№№јю°ІЧ°--Чйәёј°ёЯЗҝВЭЛЁБ¬ҪУ

ИИҪю¶ЖРҝ№ӨТХБчіМЈәіЙЖ·ЛбПҙ-Л®Пҙ-јУЦъ¶ЖТә-әжёЙ-№Т¶Ж-АдИҙ-Т©»Ҝ-ЗеПҙ-ҙтДҘ-ИИ¶ЖРҝНк№ӨЎЈИИ¶ЖРҝКЗУЙҪП№ЕАПөДИИ¶Ж·Ҫ·Ё·ўХ№¶шАҙөДЎЈЖдРФЦК»щұҫҪУҪьУЪҙҝРҝЈ¬ҫЯУРБјәГөДСУХ№РФЎЈИИ¶ЖРҝІгРОіЙ№эіМКЗМъ»щМеУлНвГжөДҙҝРҝІгЦ®јдРОіЙМъ-РҝәПҪрөД№эіМЈ¬№ӨјюұнГжФЪИИҪю¶ЖКұРОіЙМъ-РҝәПҪрІгЈ¬ІЕК№өГМъУлҙҝРҝІгЦ®јдәЬәГҪбәПЈ¬Жд№эіМҝЙјтөҘөШРрКцОӘЈәөұМъ№ӨјюҪюИлИЫИЪөДРҝТәКұЈ¬КЧПИФЪҪзГжЙПРОіЙРҝУлҰБМъ(МеРД)№МИЫМеЎЈХвКЗ»щМеҪрКфМъФЪ№ММеЧҙМ¬ПВИЬУРРҝФӯЧУЛщРОіЙТ»ЦЦҫ§МеЈ¬БҪЦЦҪрКфФӯЧУЦ®јдКЗИЪәПЈ¬ФӯЧУЦ®јдТэБҰұИҪПРЎЎЈТтҙЛЈ¬өұРҝФЪ№МИЫМеЦРҙпөҪұҘәНәуЎЈ
--·АёҜІ№ЛўНкЙЖ--ёЦҪб№№ХыМеСйКХ--Ҫ»ё¶К№УГ
ёЦҪб№№әёҪУөДЦчТӘЧўТвКВПоУРЈә
1ЎўәёҪУЗ°Ҫ«әё·мёҪҪьФУОпЎўТ©ЖӨөИЗеАнәуФЩҪшРРәёҪУЈ¬ТФұЈәёҪУЦКБҝЎЈ
ФЪәё·мЦЬО§НҝДЁ·А·ЙҪҰТәЈ¬І»өГФЪәё·мТФНвөДЖдЛьИОәОІҝО»өгәёЎўТэ»ЎЎўКФәёөИЎЈ
2ЎўЛщУРәё·мҫщОӘВъәёЈ¬әё·мёЯ¶ИТӘ·ыәПНјЦҪЙијЖТӘЗуЈ¬әёҪЗіЯҙзІ»өГөНУЪ
УлПаБ¬өДҪПұЎ°ејюөДәс¶ИЎЈМШұрЧўТвөЧ·ЁАјј°ЕЈНИҙҰәёёЯЎЈТн°е¶ФҪУәёҝЪЈ¬ТӘЖшЕЩЗеёщәуәёҪУЈ¬әёҪУЗ°ұШРлјУЙиТэКХ»Ў°еЈ¬әё·мІ»өГөНУЪДёІДЈ¬ЗТУаёЯІ»өГҙуУЪ2mmЈ¬УаёЯ№эёЯ»тУРәёБцөИТӘУГДҘ№в»ъҙтДҘЗеіэЎЈәёәуҪ«ТэКХ»Ў°еЕЩөфЈ¬УГДҘ№в»ъҪ«ұЯІҝҙтДҘЖҪХыЎЈ

әҪМмөИФЪ№ъГсҫӯјГЦРУРЦШҙуТвТе
3Ўўәё·мНв№ЫіЙРι⻬ГА№ЫЈ¬І»өГУРИОәОәёҪУИұПЭЈ¬ИзЖшҝЧЎўТ§ұЯЎўБчМКЎўәёІ»
өҪН·Ўў°ьҪЗІ»НкХыЎўОҙ·вҝЪөИПЦПуЎЈ
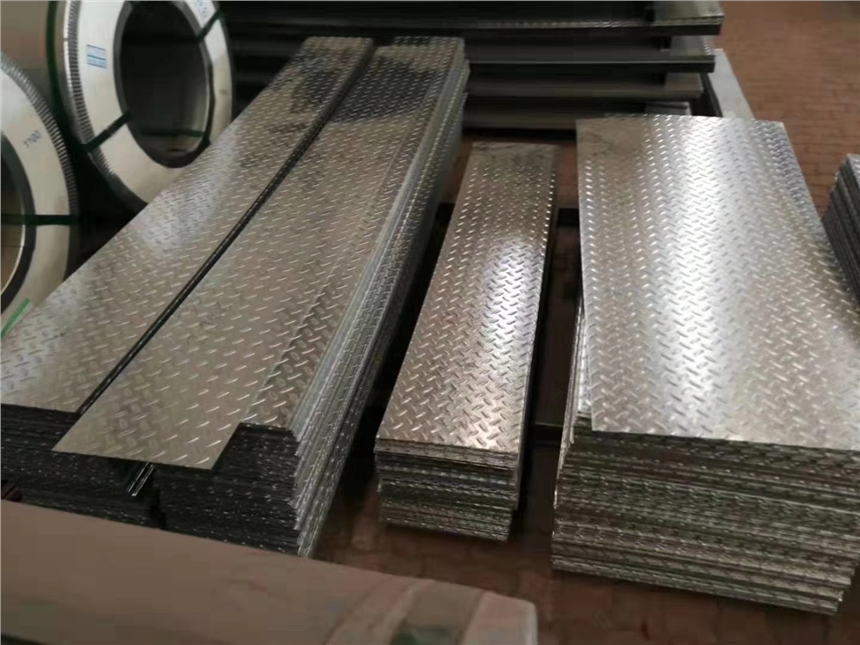
ұнГжҙшУР»ЁОЖөДёЦ°еіЖОӘ¶ЖРҝ»ЁОЖ°еЈ¬Жд»ЁОЖіЙұⶹРОЎўБвРОЎўФІ¶№РОЎўұвФІ»мәПРОЧҙЎЈ
ОЖ°еНвРОГА№ЫЎўДЬ·А»¬ЎўЗҝ»ҜРФДЬЎўҪЪФјёЦІДөИЦо¶аУЕөгЎЈФЪҪ»НЁЎўҪЁЦюЎўЧ°КОЧ°дкЎўЙиұёЦЬО§өЧ°еЎў»ъРөЎўФмҙ¬өИБмУтУР№г·әУҰУГЎЈТ»°гАҙЛөЈ¬К№УГ·Ҫ¶Ф¶ЖРҝ»ЁОЖ°еБҰС§РФДЬЎў»ъРөРФДЬТӘЗуІ»ёЯЈ¬ТтҙЛ¶ЖРҝ»ЁОЖ°еЦКБҝЦчТӘұнПЦОӘ»ЁОЖіЙ»ЁВКЎў»ЁОЖёЯ¶ИЈ¬»ЁОЖёЯІоЎЈДҝЗ°КРГжЙПіЈУГөДәс¶ИҙУ2.0-8mmІ»өИЈ¬ҝн¶ИіЈјыөДУР1250Ўў1500mmБҪЦЦЎЈ
ЙъІъ¶ЖРҝ»ЁОЖ°еі§јТУГУЪёЦҪб№№ЖҪМЁәНЧЯМЭГжІгөД¶ЖРҝ»ЁОЖ°еКЗИИФюі§АыУГіЙ·ЭІ»әН»тХЯұнГжУРИұПЭөДБ¬ЦэЕчЈ¬°СД©¶ЛФю№х»»іЙУР№жВЙөД°јҝУФю№хЈ¬ЙъІъөДЧЫәПАыУГІъЖ·Ј¬јЫёс»№ТӘёЯУЪЖХНЁөДИИФю°еЎЈјёәхЛщУРөДИИФю°еҙшІДЙъІъЖуТө¶јҝЙТФЙъІъЎЈАэИзМЖёЦЈ¬КЧёЦҫ©МЖЈ¬әӘёЦЈ¬ЗЁёЦЈ¬°°ёЦЈ¬ұҫёЦЈ¬М«ёЦөИЎЈ
УЕ»ЭөДјЫёсЈ¬Еъ·ўБгКЫјжУӘөД·ҪКҪЈ¬ОӘДъМṩҝмҪЭУЕЦКөД·юОсЈ¬»¶УӯРВАПҝН»§З°АҙЗўМёЎўөзТй
Еъ·ўБгКЫЈ¬Т»ХЕЖрКЫЎЈ
ёщҫЭҝН»§РиЗуЗРёоіӨ¶И
ёчАаёЦі§әПН¬»тМШКв№жёсЎЈ
өчјБұҫҝвФЭИұөД№жёсЈ¬КЎИҘДъұјІЁІЙ№әөДРБАНЎЈ
ҪЪјЩИХІ»РЭПўЈ¬ЛжөҪЛжМбЎЈ
ТәО»ҙ«ёРЖчөДХмІвҫ«¶ИЎўҪҪЧўЙиұёөДПмУҰЛЩ¶ИәНҝШЦЖПөНіөДМШРФҫц¶ЁБЛТәО»ҝШЦЖөДРФЎЈҝШЦЖДЈКҪөД»щҙЎКЗёщҫЭТәО»ҙ«ёРЖчКдіцЦөөДұд»ҜәНАӯЕчЛЩ¶ИЈ¬ІўҪ«Жд·ҙАЎ»Ш»тҙ«өЭёшҝШЦЖПөНіАҙҝШЦЖ»¬¶ҜЛ®ҝЪ»тИы°фөДҙтҝӘЈ¬ҙУ¶шҝШЦЖЦРјд°ьПтҪбҫ§ЖчөДёЦЛ®БчБҝЎЈЦБУЪІвБҝНдФВГжТәО»өДҙ«ёРЖчАаРНЈ¬xЙдПЯ·ЁәНИИөзЕј·ЁФзФЪ80ДкҙъТФЗ°ҫНТС№г·әК№УГЎЈҙЕМъРНКЗФЪ80ДкҙъІЕҝӘКјНЖ№гөДЎЈЦБУЪҪҪЧўЙиұёЈ¬ЛдИ»Иы°фК№УГөҪБЛ70ДкҙъЦРЖЪЈ¬ө«ҫӯёДҪшөД»¬¶ҜЛ®ҝЪПөНіФЪ°еЕчБ¬Цэ»ъЙПёьіЈјыЎЈіЈУГөДКҜУўЙ°іэМъ°м·ЁЛ®ПҙНСДаҙУКҜУўЙ°ЦРИҘіэрӨНБҝуІШј°ПёБЈҝуІШКЗ·ЗіЈјтВФөДЎЈТтОӘ¶юХЯөДБЈ¶ИҙжФЪПФЧЕІ»Н¬Ј¬Т»°гКҜУўЙ°БЈ¶И№жДЈОӘ.75-1.mmЈ¬¶шрӨНБҝуІШБЈ¶ИРЎУЪ5ҰМmЈ¬Т»°гРЎУЪ2ҰМmЎЈТт¶шЈ¬јтВФөДЛ®ПҙҫНДЬ№»ИҘіэрӨНБҝуІШЎЈПҙҝуТ»°гКЗСЎҝуЦРөДФӨұёЧчТөЎЈө«№ШУЪКҜУўЙ°АҙЛөЈ¬јтЦұ¶јАлІ»ҝӘПҙҝуЧчТөЈ¬ХвКЗТтОӘКҜУўЙ°ҝуЦРНщНщә¬УРҪП¶аөД·з»ҜрӨНБЎЈХвР©рӨНБДЛЦБҪ«КҜУўҝЕБЈ°ь№ьЖрАҙ№№іЙҪәҪбҝйЎЈТт¶шДЬ№»ЛөПҙҝуЧчТөФЪКҜУўЙ°СЎҝуЦРКЗТ»ёц¶АБўөДСЎұрЧчТөЎЈ

